Der Extruder sollte ja die exakte Menge an Material fördern. Wie wird es gemacht.
Da an meinem FranzisMender der Extruder vom Hotend getrennt ist (Long Distanz) beschreibe ich hier die Version wie ich die Fördermenge am Extruder einstelle.
Formel für die Berechnung: SollLänge / IstLänge * eingestellte Schritte = neue Schritte
Werkzeug und Hilfsmittel
Teflonschlauch (Kann auch der vorhandene verwendet werden)
Eingestellte Schritte ermitteln: In der Marlin-Firmware ist in der configuration.h bei #define DEFAULT_AXIS_STEPS_PER_UNIT (40, 40, 400, 92.75); an vierter Stelle der aktuelle Wert für den Extruder in steps/mm eingetragen (bei mir 92.75) Dieser Wert wird für die spätere Neuberechnung benötigt.
SollLänge festlegen: Für die zu fördernde Sollmenge lege ich 100mm fest.
IstLänge ermitteln: Düse bei PLA auf ca. 200°C aufheizen Teflonschlauch und Filament aus dem Kühlkörper vom HotEnd ziehen, Filament vorne am Teflonschlauch mit einem Schafen Seitenschneider bündig abschneiden, 100mm Filament fördern (G92 E0 und dann G1 E100), gefördertes Filament messen (97mm).
Neue Schritte berechnen: Bei 92,75 Steps/mm wurden 97mm gefördert, gewollt sind aber 100mm also
92,75 Steps/mm / 97 mm * 100 mm = 95,62 Steps / mm
Somit ergibt sich für NeueSchritte der Wert 95,62 Steps/mm. Dieser Wert wird nun in Marlin bei
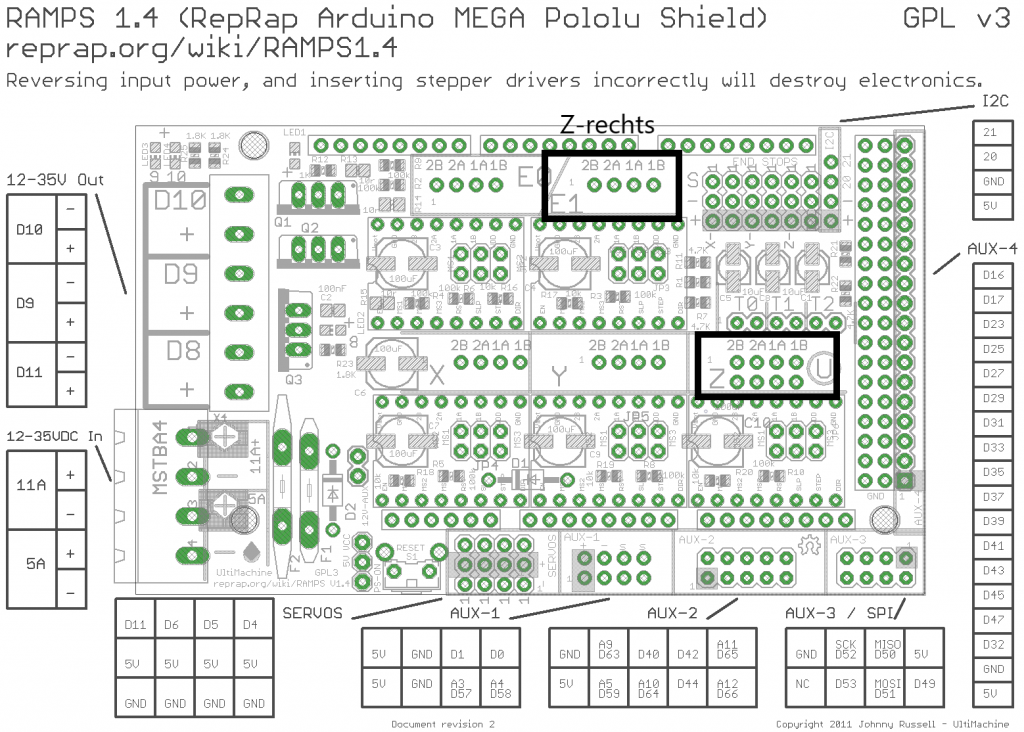
Da das Drehmoment meiner Z-Achsen recht schwach ist, habe ich die Achsen auf zwei Treiber verteilt
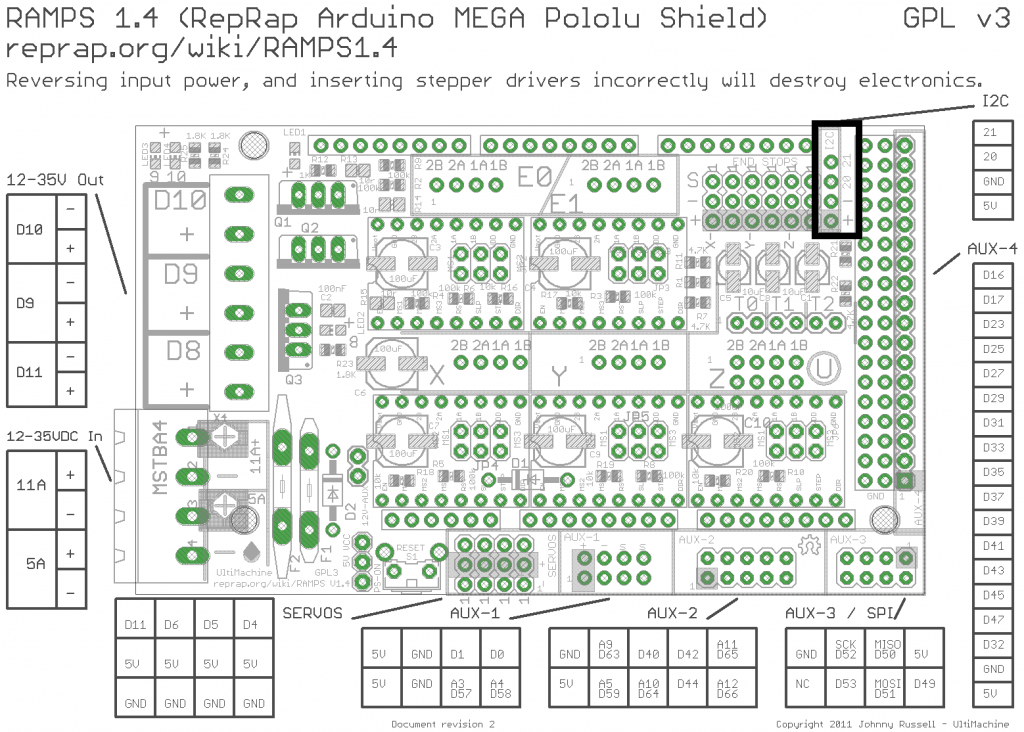
Der linke Schrittmotor (Z-links) ist nach wie vor auf der RAMPS 1.4 auf dem dafür vorgesehenen Platz (Z). Der rechte Schrittmotor (Z-rechts) wurde auf den zweiter Extruder (E1) umgesteckt.
Ich habe vor meinen 3D-Drucke mit einem „Auto bedleveling – Sensor“ nachzurüsten.
was wird benötigt
Ich habe im Internet folgendes bestellt: 3D-Touch von Geeetech.com (ein bl-Touch wäre auch möglich gewesen)
Weiter habe ich die aktuelle Version von Marlin heruntergeladen: Marlin-2.0.6
Drucker umbauen / Sensor befestigen
Die Halterung habe ich aus Holz hergestellt. Hier habe ich versucht den Sensor so auszurichten das er auf der Flucht zur Nozzle in der X-Achse ist. Der Abstand zur Düsenmitte beträgt 37mm:
Der 3D-Touch ersetzt den Endschalter für die Z-Achse-min. Schwarze Ader = GND (-) Weiße Ader = S (Signal an PIN 18) Siehe auch 3D Drucker – Endschalter
Der Servo wird an Servo 1 angeschlossen (linke Steckleiste) Orange Ader = Signal (an PIN 11) Rote Ader = + Braune Ader = GND (-)
5V am Servoausgang herstellen: Jumper zwischen VCC und 5V stecken dann liegt am +-Pin Spannung an.
Operate condition 3DTouch can be operated in the following condition. One I/O for control (PWM or Software PWM) One I/O for Z min (Z Probe) GND and +5V power
Wiring 3-pin: Brown (-, GND), Red (+5V), Orange (control signal) 2-pin: Black (-, GND), White (Z min)
Einrichten in der Firmeware
Versatz zur Düse X = 37mm Y = 0mm Z = 0mm (3,..mm)
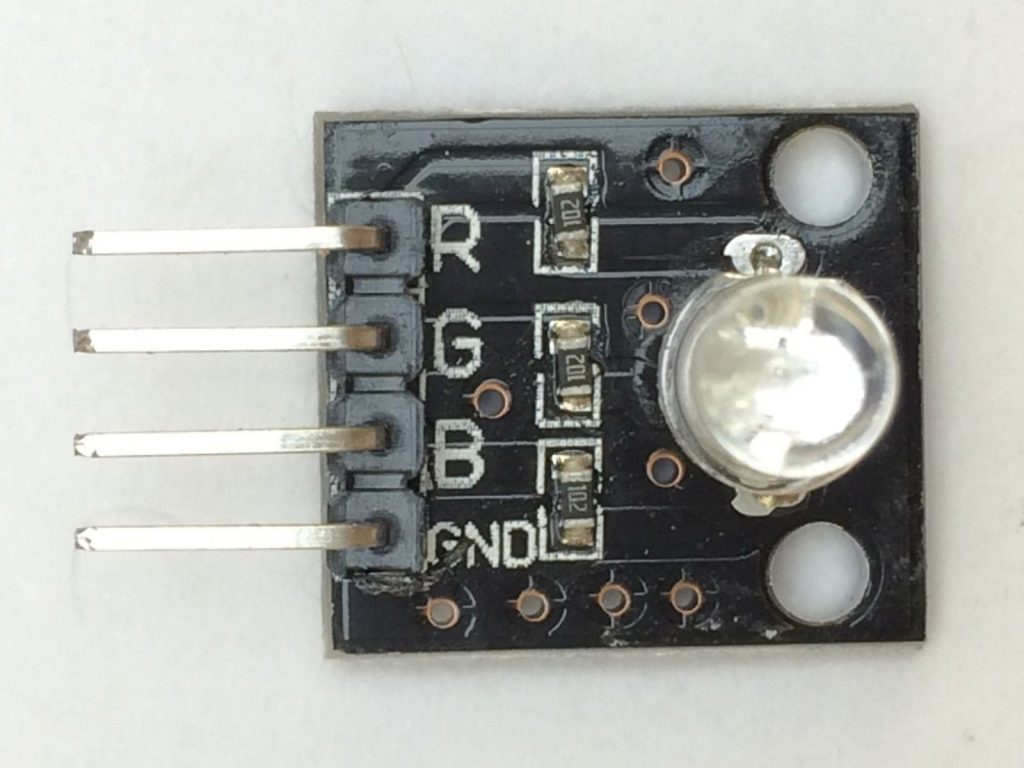
Vorwiderstände (102) mit 1kOhm sind auf dem Modul schon vorhanden.
Pinbelegung: R = Rot G = Grün B = Blau GND = Masse
// RGB LED-Modul
// Die vorhandenen Farben schalten
int BLAU = 13;
int GRUEN = 12;
int ROT = 11;
void setup() {
pinMode(BLAU, OUTPUT); // Port als Ausgang und als BLAU festlegen
pinMode(GRUEN, OUTPUT); // Port als Ausgang und als GRUEN festlegen
pinMode(ROT, OUTPUT); // Port als Ausgang und als ROT festlegen
}
void loop() {
digitalWrite(BLAU, HIGH); // Blau wird high geschaltet
delay(500); // warten
digitalWrite(BLAU, LOW); // Blau wird high geschaltet
digitalWrite(GRUEN, HIGH); // Gruen wird high geschaltet
delay(500); // warten
digitalWrite(GRUEN, LOW); // Gruen wird low geschaltet
digitalWrite(ROT, HIGH); // ROT wird high geschaltet
delay(500); // warten
digitalWrite(ROT, LOW); // ROT wird low geschaltet
}
retainer = 1; // Belt retainer above teeth retainer_ht = 1.5; // height of retainer flange over pulley idler = 1; // Belt retainer below teeth idler_ht = 1.5; // height of idler flange over pulley
pulley_t_ht = 8; // length of toothed part of pulley pulley_b_ht = 8; // pulley base height pulley_b_dia = 70; // pulley base diameter no_of_nuts = 3; // number of captive nuts required nut_angle = 120; // angle between nuts nut_shaft_distance = 1.2; // distance between inner face of nut and shaft
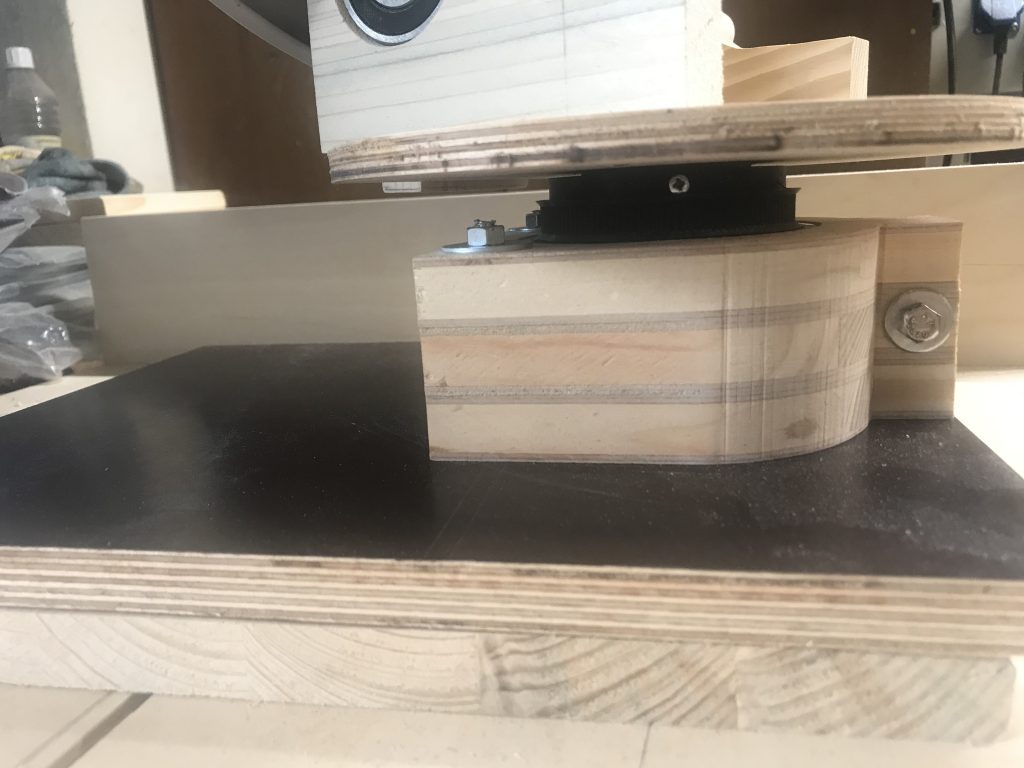
Lagerbock
Der Lagerbockbesteht aus drei aufeinandergeleimte Multiplexplatten. In diese wurde unten und oben ein Lager, Innendurchmesser 50mm eingesetzt.
Lager: 2 x Rillenkugellager 6010 2RS 50 x 80 x 16 mm
Lagerbock mit Zahnriemenscheibe 120Zähne
Azimut, Elevations- und Deklinnationswinkel
Azimutwinkel berechnen: A = Azimutwinkel gLE = geographische Länge des Empfangsort gBE = geographische Breite des Empfangsort gLS = geographische Länge der Satelittenposition
tan(gLE – gLS) A = 180° + arctan ————– sin gBE
Für Astra mit 19,2 Ost würde das z.B. so aussehen: gLE = 8,7582988 (Längengrad für Knittlingen) gBE = 49,0240107 (Breitengrad für Knittlingen) gLS = 19,2
tan(8,7582988 – 19,2) A = 180° + arctan ——————- sin 49,0240107
Elevation berechnen:
GPS-Koordinaten für Knittingen: 49° 1′ 26.439″ N 8° 45′ 29.876″ E