Alles, was man über die Oberfräse wissen muss! Schritt für Schritt erklärt Guido Henn alles Wesentliche zu Modellen, Typen und Fräsern, zu Bedienung und Wartung. Es folgen fundierte Anleitungen zum praktischen Arbeiten mit vielen Beispielen. Auf der beiliegenden DVD zeigt Guido Henn anschaulich und detailliert die Arbeit mit den selbstgebauten Vorrichtungen und Schablonen.
Das Beste aus zwei Welten: Während man den Bau dieser Vorrichtungen am besten in gedruckter Form darstellen kann, mit Bauplänen und textlichen Erläuterungen, ist die Vorführung der Arbeitsweise am besten per Film möglich. Diese Buch-/DVD-Kombi bietet beides – Ihren persönlichen Intensivkurs Oberfräse!
Der Autor hält sich nicht allzu lange bei Ausführungen über Material und Werkzeug auf, dafür ist der Rest dann umso ausführlicher. Von der grundlegenden Konstruktion von Schränken und Kästen geht es über Regale, Schubladen, Türen, Böden, Füße, Beine, Stühle, Blendrahmen, Eckschränke, Füllungen, Tischplatten und Hinterwände durch wirklich alle Bereiche des Möbelbaus. Dazu erläutert Andy Rae in Text und Bild den Zusammenbau dieser Teile und geht auch ausführlich auf Beschläge und Verbindungen ein. Alles detailliert in Schritt-für-Schritt-Anleitungen, in Bild und Text.
Mit insgesamt 23 Kapiteln ist das Buch sehr fein gegliedert, was das Auffinden einzelner Erläuterungen erleichtert. Dazu hat jedes Kapitel ein eigenes Inhaltsverzeichnis und es gibt ein detailliertes Register.
PLA: Polymilchsäure bzw. Polylactid (PLA, Poly) ist eine biologisch abbaubare thermoplastische aliphatische Polyester aus nachwachsenden Rohstoffen, wie beispielsweise Maisstärke, Tapioka Wurzeln, Chips oder Stärke oder Zuckerrohr abgeleiteten. Im Jahr 2010 hatte PLA die zweithöchste Verbrauchsmenge aller Biokunststoff der Welt.
Diese Ware is ein 3D Filament zum Einsetzen in Apparate des 3D Druckers. PLA Filament für 3D Drucker (Polyactide) ist synthetisches Polymer, welches zu Polyestern gehört. PLA Filament ist das beliebteste Druckmaterial für 3D Drucker.
Chemische Zusammensetzung von PLA Filament
PLA Filament gehört (wie auch z.B. Polyester) zu den synthetischen Polymeren. Auf Molekularbasis betrachtet: „Eine chemische Binding aus Milchäuremolekülen.“Aus PLA können unter Hitzezufuhr thermoplastische Kunststoffe produziert werden – das PLA Filament wie wir es heute kennen und mit dem 3D Drucker verarbeiten.
Verwendung von PLA
Die Liste der positiven Eigenschaften von PLA ist lang, daher wurde das Poliactid auch schon vor der Revolution der 3D Drucker sehr vielseitig eingesetzt. PLA besitzt eine geringe Feuchtigkeitsaufnahme und wird schon lang in der Sportindustrie für die Produktion von Funktionskleidung eingesetzt. Die schwere Entflammbarkeit und eine hohe UV-Beständigkeit sind ideal für Anwendungen im Möbelbereich. Dank der geringen Dichte von PLA, kennt man den Kunststoff im Modellbau schon lang. Hier wird das leichte Gewicht des Kunststoffs sehr geschätzt.
ABS: ABS (Acryl-Butadien-Styrol) ist ein häufig verwendeter Kunststoff zum Beispiel, und ist in der Herstellung von Lego verwendet. Dieser Kunststoff ist sehr haltbar, hitzebeständig und ideal für die Herstellung von Funktionsteilen.
PLA- composite ist die aufgerüstete Version von PLA, es verwendet das 90% abbaubare PLA-Material, kann abgebaut werden. Es ist ähnlich wie Seide oder Perlen Material, aber es gibt einen kleinen Unterschied mit Seide Material in der Tat.
PLA- composite druckt viel heller, es erhöht die Zähne des Drahtes, so dass es nicht leicht zu brechen und die Haftung zwischen Schicht und Schicht zu stärken. Sie können ohne Beschädigung des bedruckten Fertigprodukts bohren oder schrauben.
Zur gleichen Zeit, wenn Sie fertig zu drucken, kann es einfacher entfernt werden als reine PLA.
Feature:
PLA Filamentmaterial: PLA
Drahtstärke:1,75 mm
Drucktemperatur: 200-230ºC
Betttemperatur: 40-50ºC
Spulendurchmesser: 20 cm
Spulenbreite: 5.8cm
Flexible PLA Filament Material: Flexible PLA
PLA Print Temperatur: 210-230 ° C
Bett-Temperatur: 40-50 ° C
Spool: Dick Spool
Spool-Durchmesser: 20 cm
Spool Breite: 5,8 cm
Spool Hub Hole: 5.3cm
PLA Composite Filamentmaterial: PLA Verbundwerkstoff
Drucktemperatur: 200-230ºC
Betttemperatur: 40-50 ° C
Spulendurchmesser: 20 cm
Spulenbreite: 5.8cm
Spulennabenloch: 5.3cm
Druckgeschwindigkeit 30 mm / s (Vorschlag)
Nettogewicht : 1 KG/0.5KG
Prüfbericht: MSDS, FDA, ROHS, EN71-19, 17PHTHALATE, REACH
PETG: PETG ist ein nicht-kristalliner Copolyester. Mit der Zunahme von CHDM in dem Copolymer nimmt der Schmelzpunkt ab, die Glasübergangstemperatur steigt an, die Kristallinität nimmt ab und schließlich wird das amorphe Polymer gebildet. Es hat eine gute Viskosität, Transparenz, Farbe, chemische Beständigkeit und Beständigkeit gegen Weißbruch. Es kann schnell thermogeformt oder extrudiert werden.
PETG filament hat hervorragende zähigkeit und hohe schlagzähigkeit, die schlagzähigkeit ist modifiziertes polyacrylat 3-10 mal, und hat eine breite bearbeitungsbereich, hohe mechanische festigkeit und ausgezeichnete flexibilität, im vergleich zu PVC transparenz Hoch, glänzend, leicht zu drucken und haben umweltvorteile .. Es ist mit hoher Transparenz, guter Lichtdurchlässigkeit, gutem Glanz, guter Zähigkeit, Säure- und Alkalibeständigkeit.
Eigenschaften:
Typ: PETG Filament
Filamentmaterial: PETG
PLA Drucktemperatur: 230-250 ° C
Betttemperatur: 80-100 ° C
Filamentdurchmesser Toleranzen: ± 0.02mm
Rundheit: ± 0,02mm
Nettogewicht: 1kg
Spulentyp: Große Spule
Spulendurchmesser: 20cm
Spulenbreite: 5,8 cm
Spool Nabenloch: 5.3cm
Druckgeschwindigkeit 30mm / sec (Vorschlag)
Holz Wood: Holzfilament ist PLA und Holzmehl-Verbundstoff, es ist mit der Holzstruktur, ob es Filament ist oder das Modell zu drucken. Das gedruckte Produkt ist in der Nähe des Massivholz-Effekt, es ist mit Korrosionsbeständigkeit, Feuchtigkeitsbeständigkeit, Säure und Alkali, nicht schimmelig Charakteristik.
Wenn Sie drucken, wird ein hölzerner Geruch emittiert. und es kann genagelt, gebohrt, geschnitzt werden. Wenn das Holzfilament in der Düse erhitzt wird, warten Sie nicht lange. Andernfalls quillt und brennt das Holzmehl, und wenn Sie genügend Temperatur erhitzt haben, um Ihr Modell sofort zu drucken.
Eigenschaften:
Typ: Holzfaden
Filament Material: Holz und PLA
PLA Drucktemperatur: 210-230 ° C
Betttemperatur: 80-100 ° C
Filamentdurchmesser Toleranzen: ± 0.02mm
Rundheit: ± 0,02mm
Nettogewicht: 1kg
Spulentyp: Große Spule
Spulendurchmesser: 20cm
Spulenbreite: 5,8 cm
Spool Nabenloch: 5.3cm
Druckgeschwindigkeit 30mm / sec (Vorschlag)
Scriptbeispiel zum Callback „zeigePosition“ aus Methode 2
function zeigePosition(Position){
var Latitude = Position.coords.latitude;
var Longitude = Position.coords.longitude;
text = "Latitude = " + Latitude + '<br>' +
"Longitude = " + Longitude + '<br>';
var ausgabe = document.getElementById('ausgabe');
ausgabe.innerHTML = text;
}
Optionen für die Methoden 2. und 3.
enableHighAccuracy
false
timeout
0xFFFFFFFF
maximumAge
0
Verfügbarkeit prüfen:
if (navigator.geolocation) {
alert("navigator.geolocation verfügbar");
}
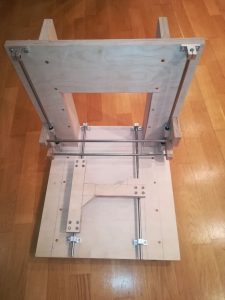
Die X-Achse, die Halterungen für die Z-Achse so wie die Linearwellen für die Z-Achse sind montiert.
Die 500mm langen Wellen für die Y-Achse sind auch schon verbaut. Allerdings müssen noch die beiden vorderen Lager versetzt werden.
Verbaut wurden (gekauftes Material):
4 x Wellenhalter SK8 8mm
4 x Linearlager SCS8UU 8mm
4 x Linearwelle 450mm 8mm
2 x Linearwelle 500mm 8mm
Ob ich die Z-Achse und die Y-Achse mit Gewindespindeln ober mit Zahnriemen verfahren werden, bin ich gerade am überlegen. Ich denke dass die Verfahrgeschwindigkeit über Zahnriemen schneller gehen wird. Das Material ist leider noch nicht da. Somit kann ich auch noch keine Versuche machen.
 Mein French Cleat – Werkzeugschrank hängt, der erste Werkzeughalter ist auch schon drin.
Mein French Cleat – Werkzeugschrank hängt, der erste Werkzeughalter ist auch schon drin. Damit mein Handy nicht immer auf der Werkbank rumliegt habe ich mir einen Halter für meine Werkzeugwand gebaut.
Damit mein Handy nicht immer auf der Werkbank rumliegt habe ich mir einen Halter für meine Werkzeugwand gebaut.

 Die X-Achse, die Halterungen für die Z-Achse so wie die Linearwellen für die Z-Achse sind montiert.
Die X-Achse, die Halterungen für die Z-Achse so wie die Linearwellen für die Z-Achse sind montiert.